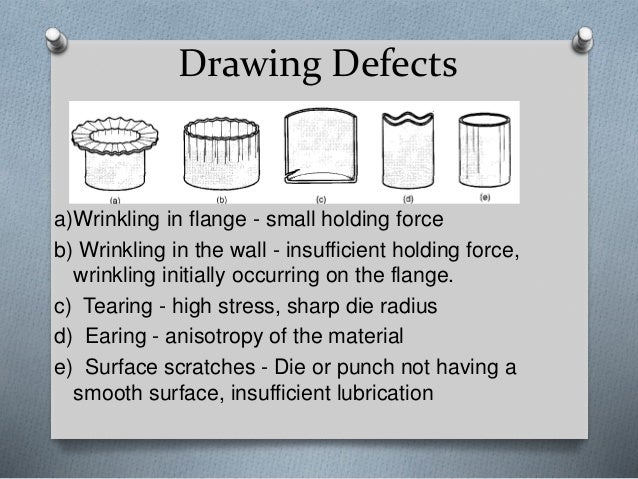
Other drawing operation redrawing drawing without a blankholder not cylindrical cups defects wrinkling in the flange wrinkling in the wall tearing earing anistropy in sheet metal surface scratch.
Defects in sheet metal operation.
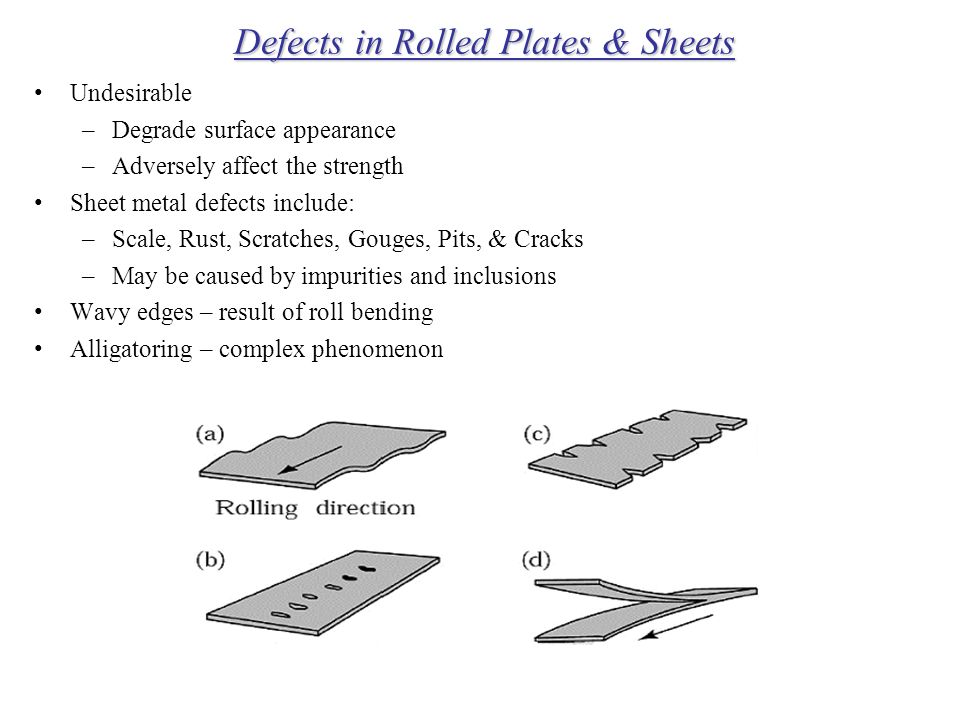
The elastic deformation of mill takes place on the metal so some of rolling defects are provided in the metal forming.
With the reliable technicians advanced equipment rigorous quality system rebond is committed to avoiding 6 defects in sheet metal forming.
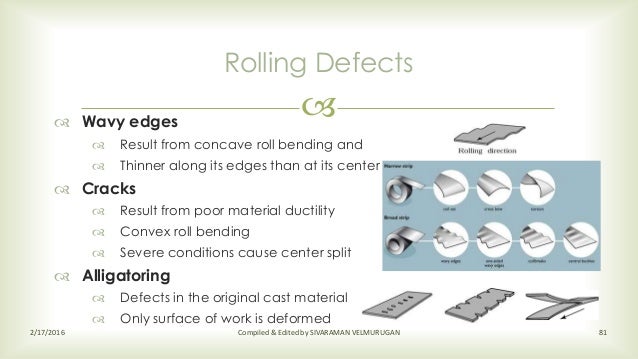
The rolling defects are mainly two types.
In cutting operations is relatively small usually 3 to 8 of sheet metal thickness.
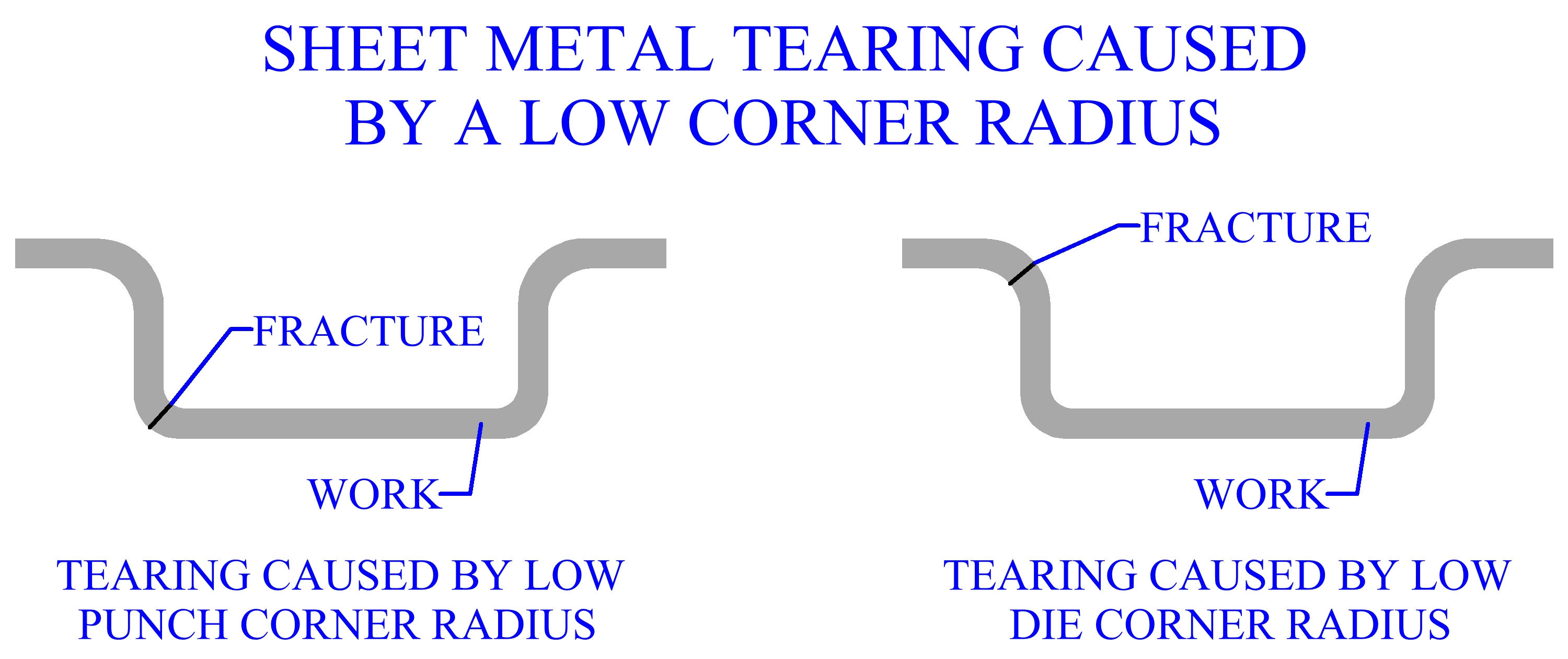
Defects in drawing wrinkling in the flange wrinkling in the wall tearing earing anistropy in sheet metal surface scratch.
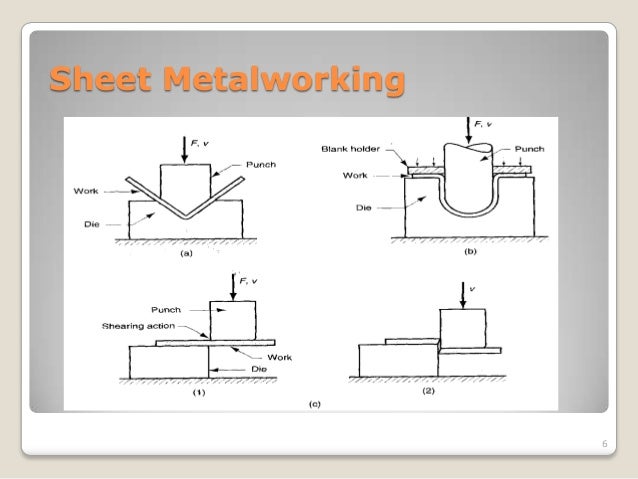
Drawing forming a sheet into a hollow or concave shape.
Shearing not a forming process but a cutting process.
Clearance in deep drawing manufacture is greater than sheet thickness usually clearance values are 107 to 115 of sheet thickness.
The process is normally a cold working process using a set of punch and die.
Generally if experiencing wrinkles during production this could mean the wrong process was chosen.
In deep drawing manufacture if the clearance is too small the sheet may be cut or pierced not well despite the radius.
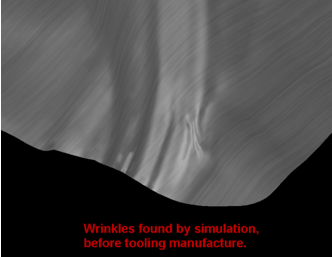
The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
Bending straining of a metal sheet to form an angle bend.
As a manufacturer who offer one stop service for customized parts we perform excellently in arena of sheet metal parts fabrication including bending roll forming deep drawing spinning and so on.
The first one is sheet metal cutting second one is sheet metal bending or forming and the last one is known as deep drawing in this article we mainly focus on sheet metal cutting operations and other two we will discuss into upcoming articles.
Identifying and resolving the most common defects in sheet metal forming solving common defects in sheet metal forming.
Wrinkles splits and springback are the three most common defects.
Rolling defects of after machined metals the rolled parts are more thicker than the required thickness of metal because of the rolls get deflected by high rolling forces apply.